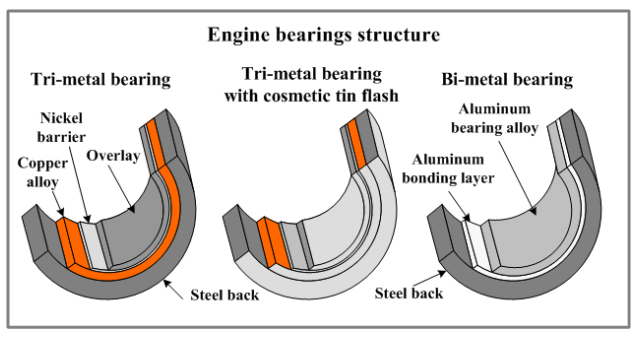
The material of most engine bearings in heavy equipment field is either bi-metal(aluminium) or tri-metal(copper), both two are the layered structure like the picture. The structure can help to get the best optimum combination of the bearing material properties like fatigue strength (load capacity), seizure resistance (compatibility), wear resistance, conformability, embeddability, corrosion resistance, cavitation resistance.
1. Steel back supports bearing structure, provides its rigidity and press fit under severe conditions of increased temperature and cycling loads. Steels SAE 1008, SAE 1010 and SAE 1020 are used for steel back of engine bearings.
2. The intermediate layer (lining) is a layer located between the steel back and the overlay.
The intermediate layer is made of a bearing material with moderate or low anti-friction properties (conformability, compatibility, embeddability) but high fatigue strength providing durability of the bearing working under alternating loads generated by the internal combustion engine.A certain level of surface (anti-friction) properties is necessary for preventing catastrophic failure of the bearing in emergency conditions of boundary lubrication, oil starvation, significant misalignments or shaft deflections. The intermediate layer is referred to tri-metal and multi-layer bearings. Intermediate layers are made mainly of Copper alloys such as CuPbSn (leaded bronzes), CuAl(aluminum bronze), CuBiSn. Copper-based intermediate materials, CuSnNi, CuZn are applied on the steel back surface by either casting or sintering process. Some Aluminum alloys such as Al-6Sn, Al-11Si, Al-4Si are also used as intermediate layer materials. Aluminum-based bearing materials are bonded to the steel back by the cold rolling boding method. The thickness of intermediate layers is usually within the range 0.008”-0.016” (0.2-0.4 mm).
3. Engine bearing overlay is a thin (0.0005”-0.001” / 12-25 µm) surface layer made of a soft material (PbSnCu, SnCu, PbIn, graphite/molybdenum disulfide polymer-based materials) possessing very good anti-friction properties (seizure resistance (compatibility), conformability, bendability). Overlays are referred to tri-metal bearings. An overlay is applied to the surface of the bearing intermediate lining after final machining operation (boring or broaching). Overlay properties become crucial particularly under the conditions of boundary lubrication at low rotation speeds of the engine (engine start and shutdown). Low thickness of overlays is necessary for achieving the required level of fatigue strength is dependent on the overlay thickness (the thicker the overlay the lower its fatigue limit).
4. Nickel diffusion barrier (nickel dam) is deposited between the intermediate layer and the overlay in order to prevent a migration of tin from the overlay into the intermediate material (copper). Diffusion of tin into copper causes the formation of brittle Cu-Sn intermetallic compounds (Cu3Sn, Cu6Sn5), which decrease the adhesion strength of the overlay to the intermediate layer. In addition to this decrease of the tin content in the overlay due to the migration of the intermediate material deteriorates the Corrosion resistance of the lead-based overlay alloy. The thickness of nickel diffusion barrier is about 0.00004”-0.00006” (1-1.5 µm). Nickel electroplating methods are used for the diffusion barrier deposition. If the overlay is coated by Physical Vapor Deposition (sputter bearings) the nickel barrier is also applied by the vapor deposition method.
5. The bonding layer is used for good adhesion between the steel back and aluminum-tin alloy. Presence of tin particles on the surface of an aluminum-tin alloy bonded to a steel strip weakens the adhesion strength between the materials. A bonding layer of pure aluminum between the AlSn alloy and steel allows achieving strong adhesion. Pure aluminum is commonly bonded to the aluminum-tin alloy and then the aluminum strip is bonded to a steel back. The thickness of the aluminum bonding layer in a bearing is about 0.001”-0.002” (25-50 µm). Another type of bonding layer is a nickel layer deposited on the steel surface prior to bonding with aluminum-tin alloy.
The non-plated bearing material is referred to mono-metal (solid) and bi-metal bearings. No overlays are deposited on the surface of the material. Non-plated materials combine fair surface (anti-friction) properties with good fatigue strength. Most aluminum-tin bearing alloys (Al20Sn1Cu, Al12Sn3Si1Cu) do not require overlays. Aluminum-tin alloys are bonded to the steel back by the cold rolling boding method. The thickness of non-plated bearing alloys in is usually within the range 0.008”-0.016” (0.2-0.4 mm).
6. Tin flash is a very thin (max. 0.00004”/1µm) layer of tin applied to the overall bearing surface. Tin flash improves the cosmetic appearance of the bearing and imparts additional corrosion protection. Tin alloy electroplating methods are used for tin flash deposition.
Some professional information with reference to Dr. Dmitri Kopeliovich, www.substech.com

Our bi-metal is AlSn20Cu(AL), it has very good wear resistance good embeddability very good seizure resistance good conformability, mainly used for medium load engines for bus truck small generator etc. Our tri-metal is CuPb24Sn(CU), all tri-metal bearings need to electroplate(add overlay), look very beautiful, besides will have very good wear resistance fatigue strength and corrosion resistance, mainly used for medium-to-high load or high load engines for excavator dozer forklift marine generator etc.
Should there is any question about the material, welcome to contact us.